
ALL MATERIAL COPYRIGHT KEVIN SCOTT 2011. LINKS TO THIS SITE ARE WELCOME BUT DO NOT COPY MATERIAL FROM THIS SITE TO ANY OTHER WEBPAGE.



A simple tubular heater for experimental laboratory work can be realised by winding a length of resistance wire on to a borosilicate or quartz tube and passing a current through it. This is best accomplished by first wrapping a loop of 18 SWG Iron wire around the tube at each end of the intended winding, each loop being secured by twisting the wire ends tightly. The end loops can be then further secured by cementing them to the tube using a ceramic cement (for example Aremco's Ceramabond) which is cured by baking in an oven after application. It is important to attach these Iron wires as securely as possible because the tightness and stability of the subsequent resistance wire winding depends on the integrity of these terminations.
The winding of the heater coil can be achieved most conveniently by the use of a glassblowing or machining lathe. The tube is secured in the chuck and the resistance wire previously attached on one of the iron wire terminations is wound on to the tube by rotating the chuck by hand while maintaining a tension on the resistance wire. A scale on the glass or quartz tube, or a scale printed on paper rolled and inserted in the tube provides a guide to maintaining the desired pitch. When the far end of the tube is reached with the winding, the wire is secured to the iron wire termination by twisting it tightly and both connections can then be doubly secured by spot welding. A line of ceramic cement can be applied to the winding along its length to prevent any movement of coils as they are heated.
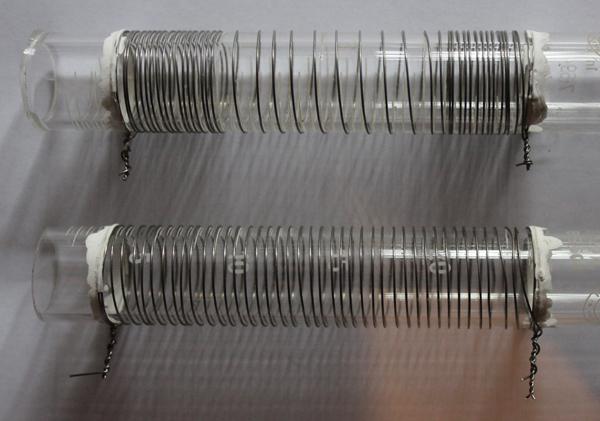
In this present study, heater coils were wound using 0.4mm (26 Gauge) Nichrome wire wound on a borosilicate tube, approximately 25mm diameter, between iron-wire connections 85 mm apart. A total of 40 turns of wire were wound using approximately 2.6 metres of wire, with a resultant resistance of about 23 Ω. Current from a Hewlett Packard 6274B power supply was passed through the heater coil and the temperature at various points along the inside length of the tube was measured by a Comark 1601 Chromel Alumel Thermocouple meter. Typical coils used in this study are shown below.
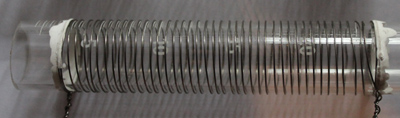
As expected, a uniformly wound coil exhibited a non-uniform temperature profile along its length with a maximum temperature in the middle, with decreasing temperatures towards the ends. In order to make the temperature profile more uniform, it was proposed to wind the coils with a non- uniform pitch. The scheme adopted for the purposes of this study was to divide the 85 mm winding length into four equal segments, to maintain the total number of turns at 40, but to vary the distribution of these turns among the four segments. As an extreme case, a coil was prepared having 15 turns in the first segment, 5 each in the second and third segments, and 15 in the fourth segment. Such a coil is illustrated in the photograph above.
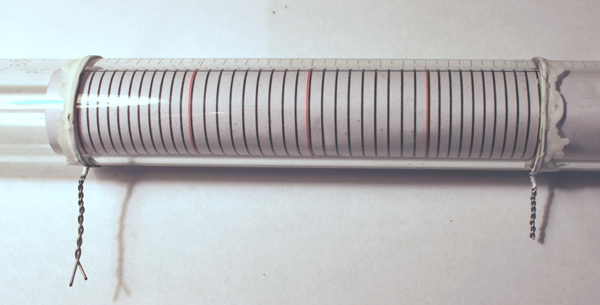
A third coil was prepared having a distribution of 11-9-9-11 turns in the four segments. In order to wind this accurately, a printed guide was inserted in the tube prior to winding, as illustrated below.
The plots below show the temperature profiles obtained from three coil configurations: a uniform winding, a 15-5-5-15 configuration and a 11-9-9-11 configuration.
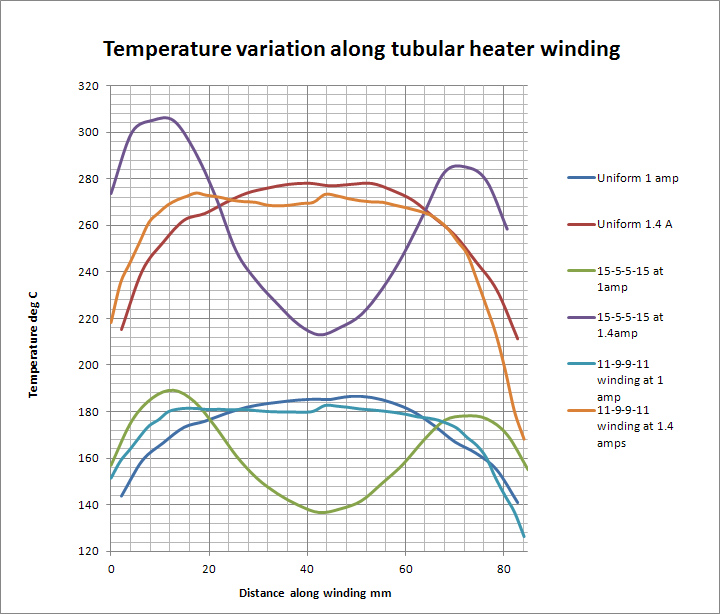
The plots demonstrate the value of trimming the winding pitch of a tubular heater to minimise the temperature variation along its length. Taking the results using 1 amp and 24 volts, giving an average temperature of 181°C, the uniform winding showed a variation of 9.8 °C between 20mm and 60mm along the length, but the winding using the 11-9-9-11 configuration showed only 3.8 °C variation in same interval.
Other possibilities present themselves: It may be possible to calculate and realise a continuous variation of pitch along the length of the winding and design a pitch profile to produce any temperature profile along the heater as may be desired. It is noteworthy that only slight pitch changes are necessary to improve the temperature profile of a uniform winding and that this indicates that considerable care should be exercised in the laying of any tubular heater winding to obtain a predictable result.
Designing a tubular heater begins with the specification of the heater required:
(a) physical dimensions,
(b) temperature range,
(c) required temperature stability and constancy,
(d)the range of available voltages and currents of the proposed power source, and
(e) the method of control.
All of the above factors influence the choices of
(i) the type of resistance wire,
(ii) the length and diameter of the chosen wire,
(iii) The pitch of the winding, and
(iv) the method of temperature measurement.
Kanthal A-1 is a iron-chromium-aluminium alloy for temperatures up to 1400°C. The alloy is characterized by high resistivity and very good oxidation resistance. It is more expensive than Nichrome but can be run at higher temperatures and is a preferred choice for many laboratory applications.
Properties of Kanthal A-1:
Density 7.10 g/cm3;
Electrical resistivity at 20°C 1.45 Ω mm2/m
Poisson's ratio 0.30.
Nichrome is a name given to a range of alloys of chromium with about 20% Nickel, plus small amounts of Manganese and Iron.
Properties of Nichrome:
Density 8.50 g/cm3;
Electrical resistivity at 20°C 1- 1.5 Ω mm2/m
1. Identify the maximum temperature at which the heater is to be run. This will indicate what resistance wire alloys are usable. Nichrome is usable up to about 1100 °C, Kanthal-A-1 is usable in air up to 1400 °C.
2. Estimate the power needed to reach that temperature from the physical characteristics of the heater structure and its environment. Total surface area, ambient temperature, degree of thermal insulation are all factors which will influence this estimate, and a comparison with similar known heater configurations can be useful in this connection.
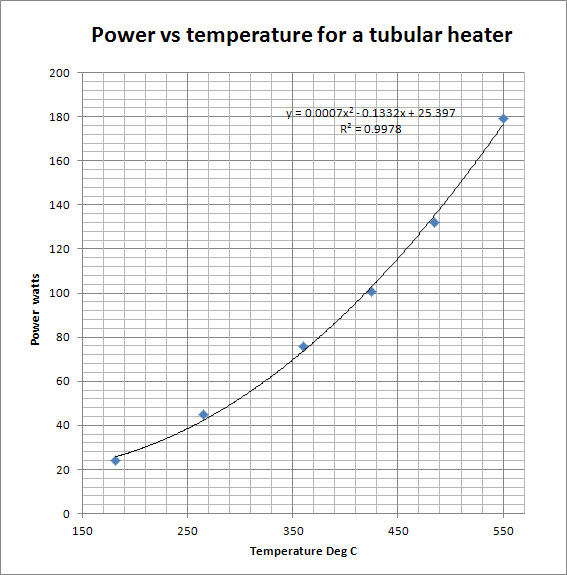
For example in the tubular heaters described on this page, with no insulation, and a room temperature of 15°C, about 25 watts of power raises the temperature of the inside surface of the tube to about 180°C, and 50 watts, to about 300 °C. The plot below shows the power required up to reach temperatures up to about 500°C
The required power to reach a particular temperature is markedly reduced by thermal insulation. The effect of silvered and unsilvered vacuum jackets is described in an article on this website. See The thermal properties of a glass vacuum jacket.
For a 26 gauge Nichrome wire stretched in air at room temperature, the currents to reach various temperatures are as follows: For 204°C I = 1.58amps; For 316°C, I = 2.09a; For 427°C, I = 2.52a; For 538°C, I = 3.00a Other data along these lines can be obtained from here.
3. Choose a diameter and length of wire which can be accommodated into the space required, and which has a surface area sufficiently large that the limit of power dissipation per unit area for the alloy will not be exceeded. Typically, the maximum thermal surface load of nichrome is about 3.2 watts /square cm at 800°C falling to 0.75 watts /square cm at 1100°C By comparison, the maximum thermal surface load of Kanthal is 6 watts /square cm at 800°C falling to 2.5 watts /square cm at 1300°C. It is preferable to allow at least one wire diameter between successive turns.
4. Calculate the resistance of the winding, and thence the voltage and current required to achieve the power delivery estimated under 2, above. If these are not in a convenient range, return to 3 and choose a different diameter.