
ALL MATERIAL COPYRIGHT KEVIN SCOTT 2011. LINKS TO THIS SITE ARE WELCOME BUT DO NOT COPY MATERIAL FROM THIS SITE TO ANY OTHER WEBPAGE.



If you find this site useful, please support it by making a donation of $1 to help maintain and develop it. Click on the PAYPAL DONATE button to do this safely. But there is no obligation - please avail yourself of the information and facilities of the site at no charge.
The use of the traditional mercury-in-glass clinical thermometer has waxed and now waned as mercury-free electronic versions have replaced it. Yet the clinical thermometer was brought into being through much inventiveness and skill. The contraction of the scale length coupled with its high resolution, the constriction which allowed the maximum reading to be held for subsequent reading, and the magnifying of the necessarily thin capillary,(1) were all impressive achievements both in conception and in execution.
It is the last of these features which is the subject of this present paper. In repair work and in some specialist applications the magnification of a liquid thread using prismatic tubing is still occasionally needed. Stocks of such prismatic tubing are still held by various companies but the availability is falling and the range of sizes available is diminishing. To be sure, new thermometer tubing can be ordered from some manufacturers, mostly in the USA and the Far East, but minimum quantities are large and the size range available, limited. What is therefore needed, is the facility to design and make small quantities of thermometer tubing to a particular specification so that a replacement thermometer can be made for an instrument under restoration or for some other specialised application.
Thermometer tubing is, as will be seen, preferably made of high refractive index glass, such as Lead glass with a typical refractive index of 1.8. However, good results can be obtained with borosilicate (n = 1.5) but the dimensions need to be adjusted to suit the glass. One feature of thermometer tubing which cannot be reproduced easily in the Workshop is the white or coloured background used to improve the contrast when reading the scale. This idea, introduced by Bodeur (2) in 1844 and later re-invented by Negretti Zambra, involved producing a glass tube with a ribbon of white enamel at the back. This ribbon must be within the glass and can only be incorporated at manufacture of the tubing. Thermometer glass produced by the method described here, must necessarily be without this feature.
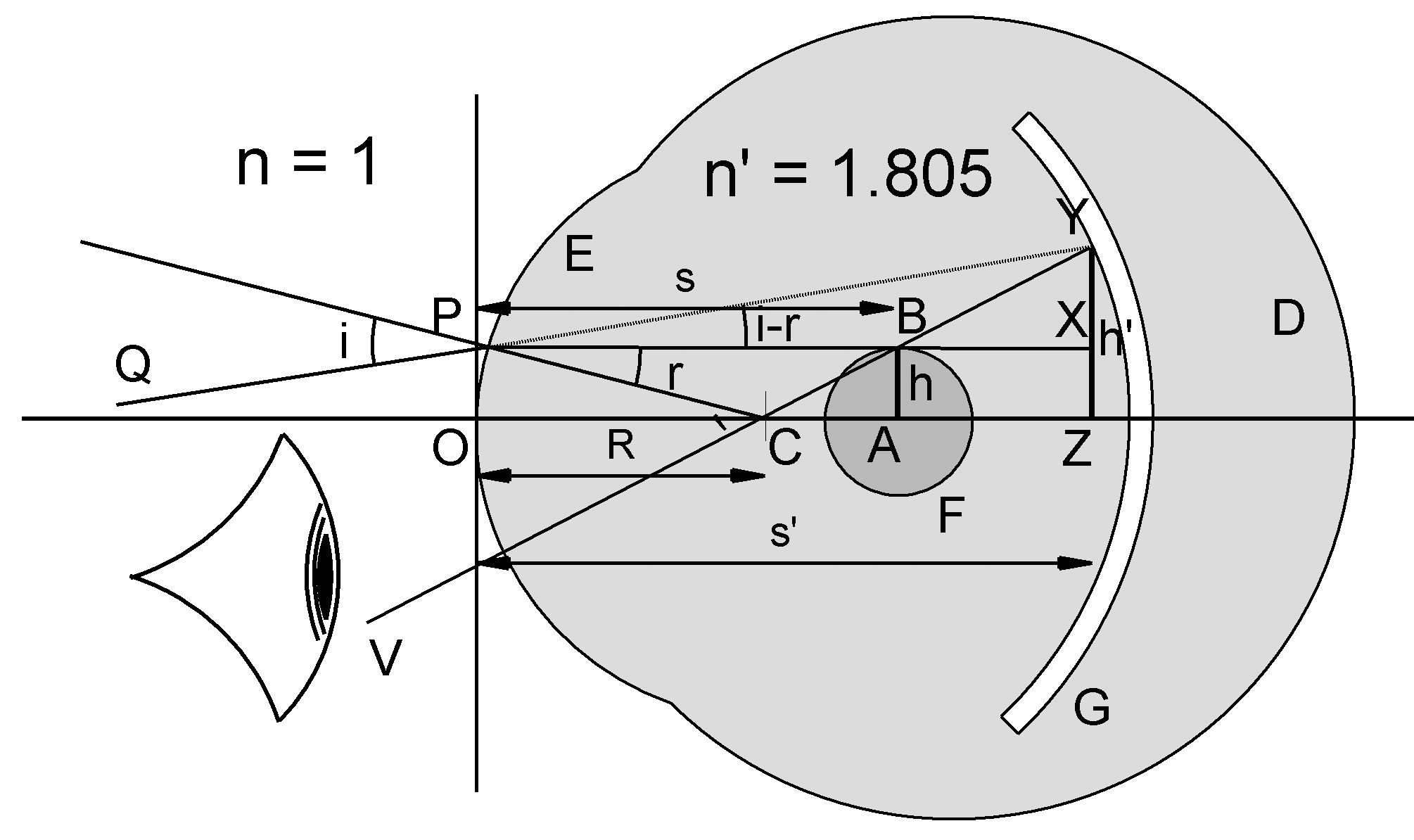
Figure 1 shows the optics of thermometer glass. The overall cross-section of the thermometer stem can take different forms: from triangular, to elliptical, to lozenge, and to the shape represented in the figure. The key characteristic is that the radius of curvature of the front refracting surface E, must lie in a range which is smaller than the distance s, being the distance from the refracting surface to the bore F. G is the enamel ribbon which may be inserted to enhance contrast but is otherwise optically insignificant. When viewed from the front of the refracting surface E, the bore of height h, appears as an image of height h'. Thus the magnification M, is given by h'/h. Ray YV passes through the refracting surface normal to it and is therefore unrefracted, while ray BQ is refracted at P and therefore enters the eye with an apparent direction from Y. From Triangles POC & PXY, and considering only paraxial rays (i.e. rays making only a small angle with the normal to surface E),
i -r = (h' – h)/s' and r = h/R
whence n'/n = (R/s')(h'/h – 1) +1
From triangles CAB & CZY,(s'-R) = M((s – R)
eliminating s',(n'/n) = R.(M-1)/(M(s-R)+R) +1
if n = 1,M = R/((s/n') + R -s) ..........................(1)
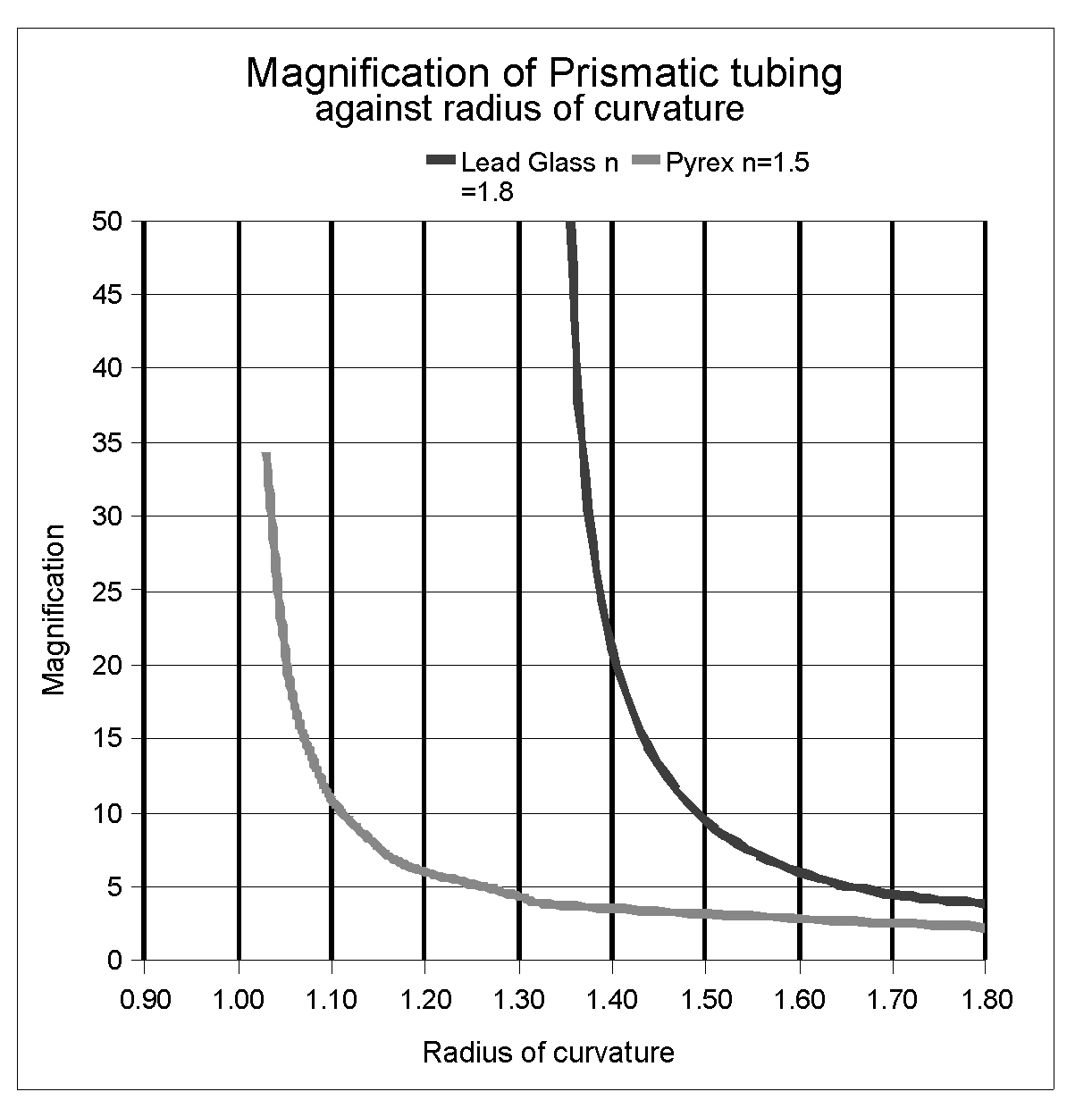
From equation (1), note that when R = s, M = n', thus with a standard capillary tube, the bore is magnified by a factor equal to the refractive index of the glass.
Notice too that M becomes infinite when s(n'/(n'-1)) = R Thus R and s need to be chosen so that M takes a suitable value of say between 5 & 20. Figure 2 shows a plot of M against R for s = 3mm, for pyrex and lead glass illustrating these features of the function.
It is not normally feasible to draw down a thermometer tube from a glass melt in the workshop. It is, however feasible to grind such a tube, either in a cutting machine or on a glassworking lathe. A suitable capillary tube is chosen with the desired bore and equation (1) is used to calculated the required radius of curvature R. Figure 3 shows the stages involved in the grinding and finishing of the thermometer tube. Two chords H are ground from the tube along its length such that the distance L equals about 2R.
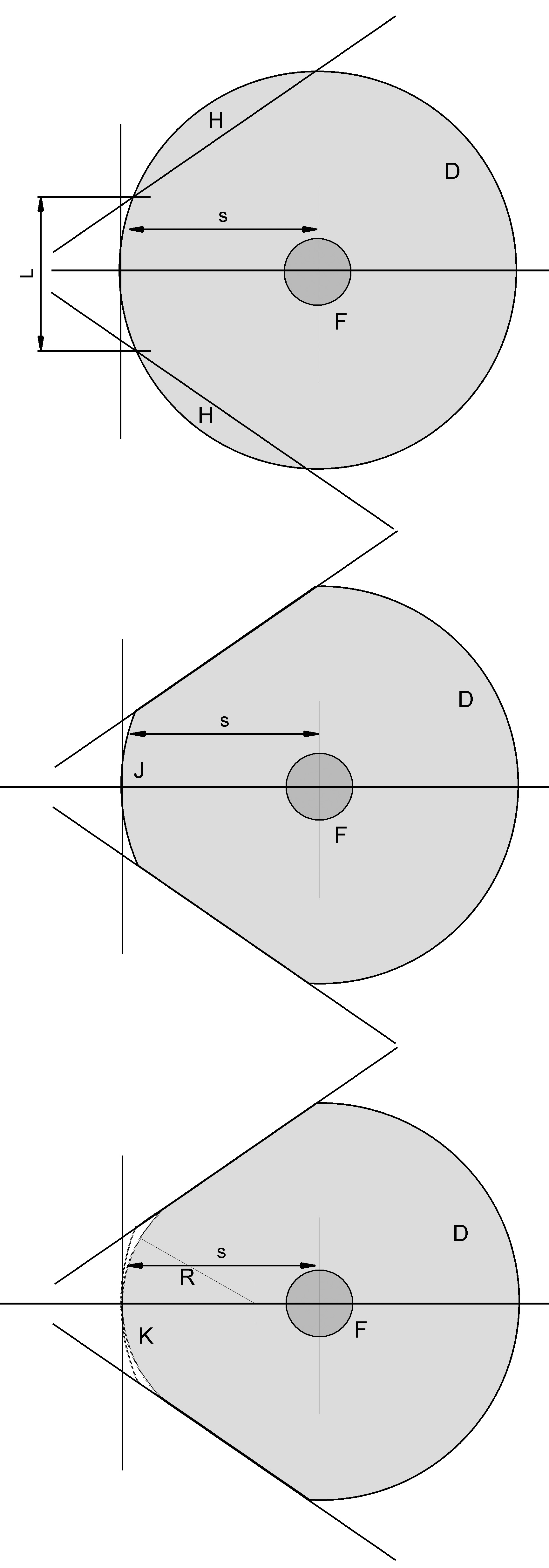
When the two chords have been removed from the desired length of tubing, it is fire-polished whereupon the correct radius R is adopted by the section at K as shown. If the grinding is done with a 200grit sintered diamond wheel, the ground surfaces should be smooth and the edges unchipped. If this be the case, the firepolishing with result is a smooth and uniform cylindrical lens of constant radius.
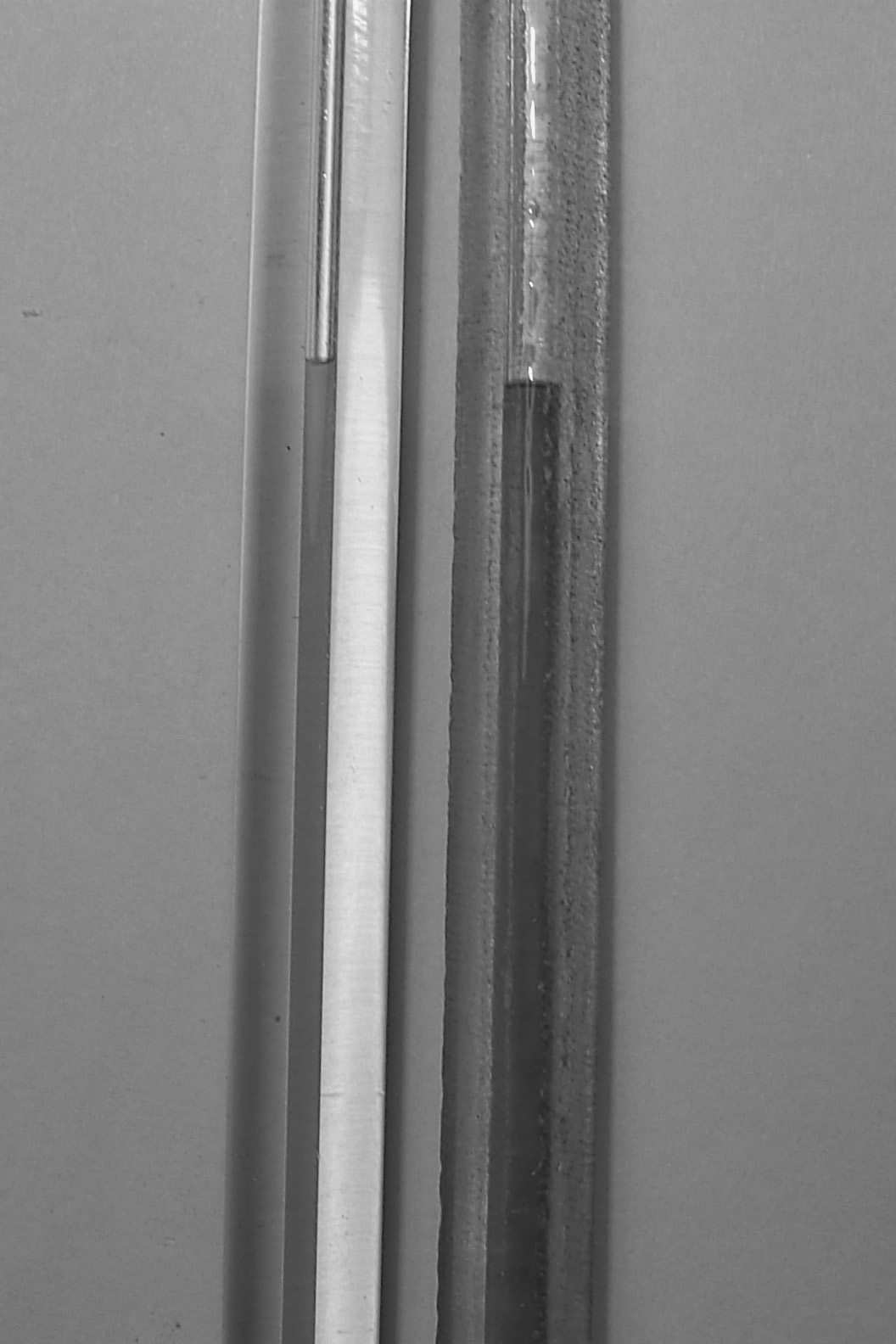
The method was tested with a 6mm diameter borosilicate capillary with a 1mm bore which was ground such that the radius of the refracting surface should be 1.1mm, thus, according to figure 2, giving a magnification of about 10. This is more than is necessary but it should result in a thread image which completely fills the width of the the refracting surface. Figure 4 shows that this is the case. The prototype was ground with a relatively coarse diamond wheel rather than with the more desirable finer grade with the result that the refracting surface is not as smooth as it should be. None the less, it demonstrates that thermometer tubes can be designed and produced using the method outlined.
1) Shand E. B., Glass Engineering Handbook.McGraw-Hill 1958., p237 2) Knowles-Middleton W.E., A History of the Thermometer and its use in Meteorology. John Hopkins Press, 1966., p136.
Dr. Henry Stephens was the inventor (in 1832) of the famous "Blue-Black Writing Fluid", later developed into ink. The family firm manufacturing the ink and various accessories lay the foundations of a considerable family fortune. His son, Henry Charles Stephens, continued the development of the family business. He was a member of Parliament and during his lifetime fought numerous battles on behalf of local interests. His involvement in local affairs, and his nickname "Inky" Stephens have since remained familiar to several generations of Finchley people. (From the Stephen's Ink Museum in Finchley, North London.)
To advertise their inks, Stephens & Co had large thermometers made, striking in appearance, and valuable collectors' items today. They each contain a lead glass prismatic thermometer about 40 cm long, or in a larger version about 1.7 metres.Meteormetrics Limited was commissioned to repair one of the 40cm versions with a broken thermometer.
The thermometer had the following characteristics:
An average bore of 0.78mm. (Measured by injecting a known volume of liquid into the bore and measuring
the resulting thread length.)
The scale rate was 5.085mm/deg C.
Using Toluene, the calculated bulb volume is 9.13ml.A new lead-glass bulb was blown and the thermometer
repaired and remounted. Images here are included for historical interest.

A Stephen's Ink Thermometer.

Instructions and terms of use on the rear of the Thermometer.